

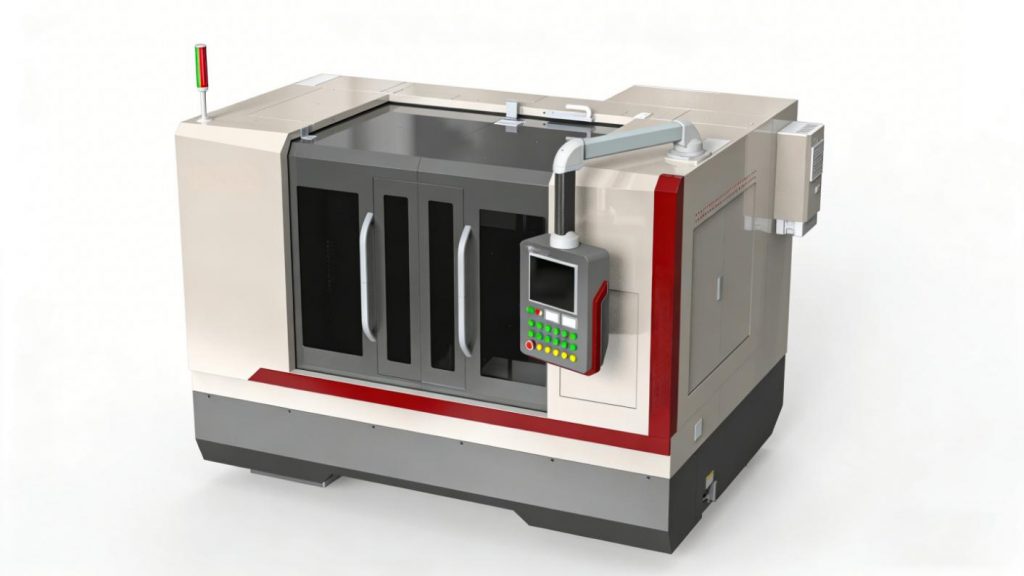
近日,上海鞍提仕一封來自斯洛伐克客戶的詢價,客戶公司是全球領先的汽車和工業供應商。憑借其在發動機、變速器和底盤領域提供的精密零部件和系統,以及用于各種工業應用的滾子軸承和滑動軸承解決方案,為交通出行做出了決定性貢獻,也是當地極具影響力的軸承供應商之一。客戶需要加工3種不同尺寸的軸承,且客戶對機器的精度以及公差要求很高,需要cmk>1.67,表面粗糙度達到0~0.8μm,圓度達到2μm,圓柱度達到3 um,磨削余量達到0.320~0.400,每個循環加工4件,循環時間為22秒±10%,包含工件上下料時間,以及砂輪的進給修整間隔,并且需要自動化生產,根據客戶的這一高標準高要求,我們推薦了我們的專機產品:高精度數控無心磨床HCGM-5025(七軸伺服),這臺專機可以一次性滿足客戶的所有需求,并且對圓錐小于1:20的圓錐體和各種成形回轉體零件的切入磨削加工。目前,我們已經將該方案發送至客戶團隊,客戶表示我們的機器正是符合他們所有標準的高質量機器,目前正在進行方案的細節確認,相信很快就可以簽訂合同!
鞍提仕HCGM-52025(七軸伺服)無心磨床,采用高級HT300鑄鐵經自然時效及多次回火處理形成穩定內部結構,保證在使用過程中堅固耐磨,合理的力學設計和優良的材質確保在使用過程中變形量小且堅固耐磨。采用外徑500mm砂輪,寬度最寬200mm,切削力強。砂輪軸為懸臂式結構,砂輪主軸軸徑較粗,具有回轉精度高和高剛性的特點。砂輪主軸采用SKF滾動軸承主軸。導輪主軸為雙支撐,主結構采用電主軸直接驅動,結構形式為SKF雙列圓柱滾子軸承,回轉精度超高。導輪架進上滑板和下滑板進給均采用伺服電機驅動滾珠絲桿機構,進給導軌采用高剛性M/V型導軌,通過高分辨率伺服電機驅動,微量進給精度高,最小進給量 0.0001mm。砂輪修整器導軌采用M/V型導軌,進給和往復均采用伺服電機驅動滾珠絲桿機構,可任意修整臺階。可實現砂輪修整自動補償功能。維修方便,最小進給量 0.0001mm,并能在線補償。導輪修整器導軌采用M/V型導軌,進給和往復均采用伺服電機驅動滾珠絲桿機構,可任意修整臺階。維修方便,最小進給量 0.0001mm。砂輪修整器金剛滾輪旋轉采用伺服電機控制,穩定性高。操作系統采用西門子828D系統,設有自動切入磨削程序,進給量、速度、 時間、臺階差均為可調,結合國內外磨床控制技術,專業的觸屏控制界面設計,簡單的操作過程,易學易用等。可極大提高工作效率。配置兩級過濾裝置,紙袋及磁性分離器,過濾精度高。設備采用全封閉罩殼,有效磨削區水霧飛濺。
HCGM-5025(七軸伺服)無心磨床機型相關參數信息如下:
| 主要技術參數 | HCGM-5025(七軸伺服) |
| 切入磨削 | |
| 磨削直徑 | 2~60mm |
| 最大磨削長度(標準托架) | 190mm |
| 通磨 | |
| 磨削直徑 | 2~60mm |
| 最大磨削長度(標準托架) | 200mm |
| 砂輪最大規格(外徑*寬度*內孔) | 500×200×305mm |
| 導輪最大規格(外徑*寬度*內孔) | 350×200×203mm |
| 砂輪線速度 | ≥35m/s |
| 導輪轉速(無級) | 10-200r/min |
| 導輪架回轉角度 | |
| 垂直面內 | -2°~+5° |
| 水平面內 | -1°~+3° |
| 導輪架最小進給量 | 0.0001mm |
| 砂輪修整器最小進給量 | 0.0001mm |
| 兩砂輪中心連線至托架底面高 | 200mm |
| 冷卻水流量 | 50L/min |
| 電動機功率 | |
| 砂輪電動機 | 15KW |
| 導輪電動機 | 4KW |
| 機床引接電源 | 3N 380V 50HZ |
| 機床外形尺寸(長×寬×高) | 3026×1380×1850mm |
| 機床重量 | About 6000Kg |
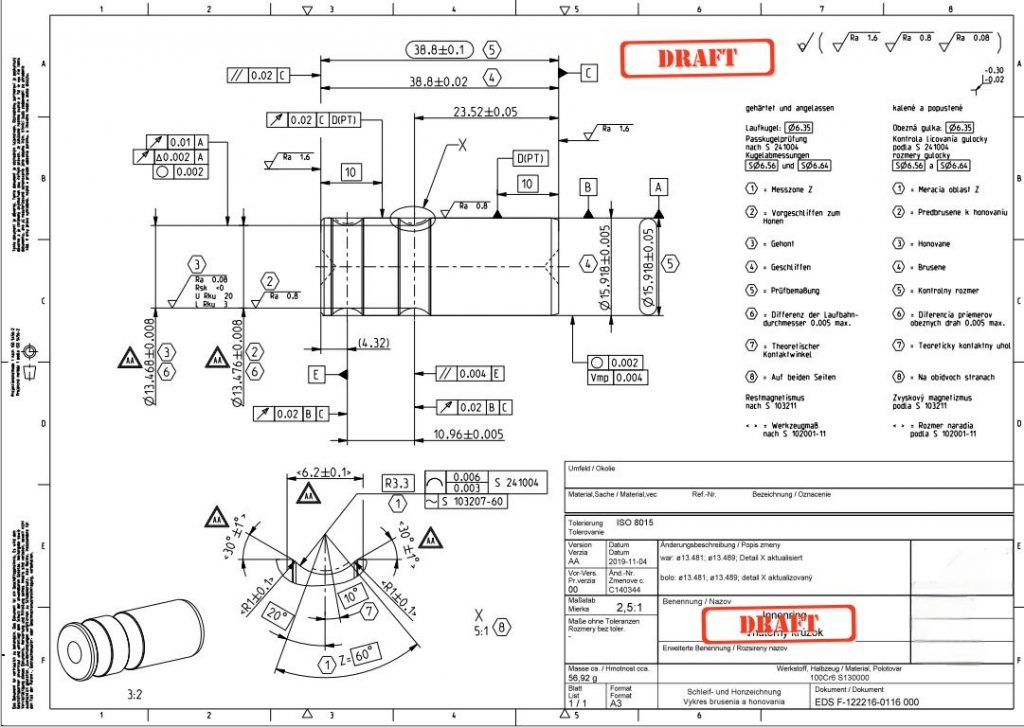
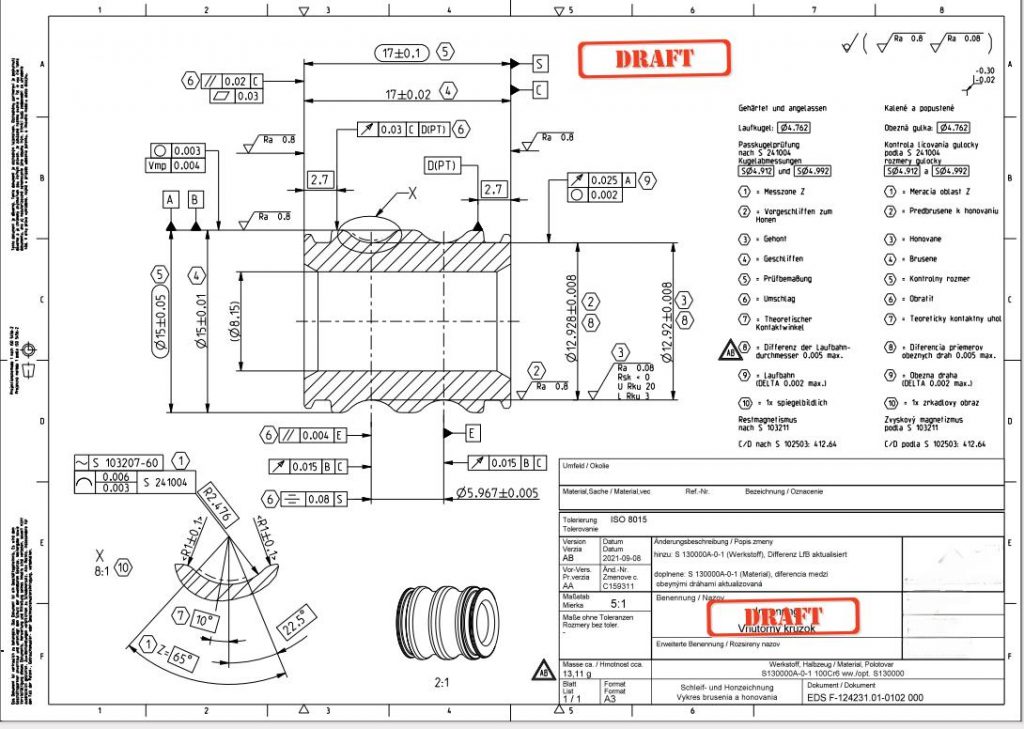
客戶工件圖紙如下:

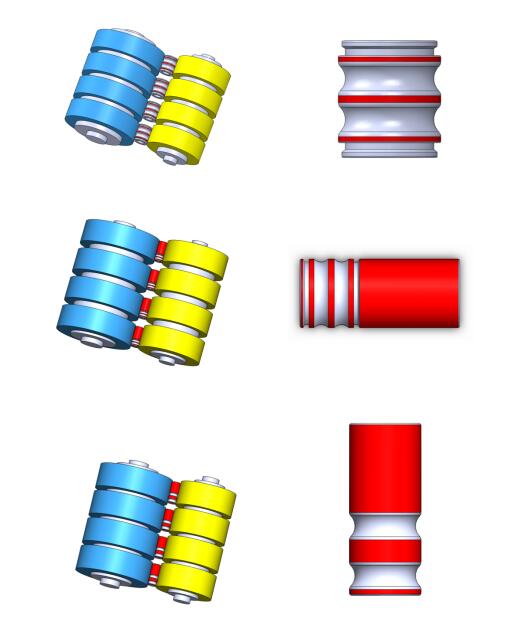
工程師根據圖紙給出的磨削示意圖(標紅)如下:
鞍提仕針對客戶以上要求做出了專業回復,最終給客戶報價了HCGM-5025(七軸伺服)無心磨床,并得到了客戶的認可,如果您有類似的需求,歡迎咨詢上海鞍提仕:contact@antsmachine.com,我們不僅有高精密無心磨床,還有外圓磨床、工具磨床、平面磨床等產品,我們的技術團隊一定能夠根據您的需求為您匹配出最適合您的技術解決方案。
獲取所需的產品報價
給出詳細的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在 1 小時內回復您,請注意查收您的電子郵件。